How to Implement SMED: Reduce Changeover Times Using the Single-Minute Exchange of Die Method

Your assumptions are your windows on the world. Scrub them off every once in a while, or the light won’t come in. – Isaac Asimov
Where have I implemented SMED?
Well it’s not a surprise that like most, my experience with SMED comes from implementing it into a manufacturing CNC environment. Like others, this was a huge opportunity that I learnt the most from using the SMED method, both in terms of improving the process but also talking to operators and really learning about what actually goes on (Gemba).
Picture this, we had a process that took 20 – 30 mins cycle time depending on what variant of the part was setup, however, the killer here was the 2.5 hour changeover (mainly consisting of one special reamer) to be able to switch to the next variant.
And some times that 2.5 hours was light, as the machine itself and the method used to align the reamer had its problems which could inflate that time.
So, what was done? Because while that was going on, the operator had to walk 3m to the nearest bench to inspect the parts…safe to say the setup around the machine was less than ideal.
SMED is simply put, a way to assess the process that takes place on a bench / station or machine that creates a product, the method allows us to breakdown the work task and identify what can be done while the process is in play and what can only be done while the process is idle. So it’s another way to optimise the process, but it’s more than that, because if you get the opportunity to read Shigeo Shingo’s book , you’ll also get the huge material of research he and his team did on how to optimise jigs / fixtures in the design stages.
But let’s go through the steps on this method:
is stopped
is running
before SMED
improvement cycles
- Identify internal and external steps
- This one is actually the straight forward step of watching the process over and over to identify what steps are done while the machine is idle (internal) and what can be done while the machine is running (external), the tool that we can use here is the Operation combination chart (further down in this blog)
- Now we need to move internal steps to external
- Now the work begins, and it’s here that the research I mentioned earlier comes into play, by following Shigeo Shingo’s tips and advice you can pretty much follow a checklist of what to explore and do next to move steps around. Don’t forget the best move is to eliminate the step if you can.
- I would note the checklist here, but as always I found a great post on the topic that saves me time so check out this blog that dives deep into Shingo’s book on SMED.
- Remember apart from moving items closer, it’s important to note the ideas Shigeo Shingo had on jig and fixture design that I built into my guide here (link), since the jigs/fixtures themselves can be designed in such a way that any setups can be done external while the machine is running.
- Also another powerful idea from Shigeo Shingo is to remove adjustment from the process, have pre-set equipment, this might require changes to the design of the part or it could require reducing variation down so the runners and repeaters are catered for.
- There is a hierarchy of control (You want to be at the top of this list if possible), that I follow when I consider each of the internal processes that I need to move.
- Elimination
- Substitution
- Engineering controls
- Administrative controls
- PPE
- https://www.osha.gov/sites/default/files/Hierarchy_of_Controls_02.01.23_form_508_2.pdf
- Now the work begins, and it’s here that the research I mentioned earlier comes into play, by following Shigeo Shingo’s tips and advice you can pretty much follow a checklist of what to explore and do next to move steps around. Don’t forget the best move is to eliminate the step if you can.
- As with all lean methods, the last step is to perfect the changes over time and to constantly review the process to see if anything else change be improved upon (this is the continuous improvement part).
As the story goes, over the 20 years that this method was developed. Shigeo Shingo and his team were able to take a press tool changeover that took several hours to do, down to a single minute figure.
What are the benefits?
Before we continue with my story, let’s explore the benefits of SMED. One of the things that traditional machine shops routinely do is run large batches, for one thing this allows them to offset the large amount of time it takes to setup and run (since setup also includes the first off which may need adjustment). This creates waste of over-production (one of Ohno’s sayings is that over production is the great enemy), which causes inventory to rise and costs inflate and delay products going out because the customer doesn’t want the part being run now. So, to overcome this, having faster changeovers, allows the machine shop to service many different orders at once (I like to use the picture of spinning plates, you just need to spin it enough to keep going and then on to the next!).
This, reduces costs/inventory and space so it becomes a win win,
So, what tool is there that will help me with implementing SMED?
I would recommend the Operation combination chart, take a look:-
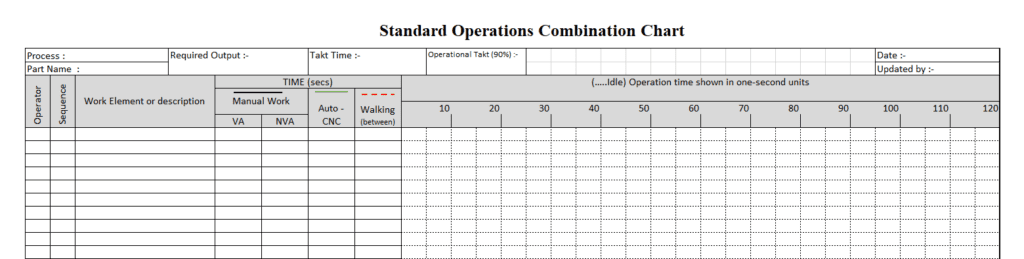
Again like creating an SOP you can video this step to then go over with the operator and manager, as a team you fill in the OCC together, this way you’re teaching them the method and getting ideas along with buy-in for the changes that come later. They will be able to see the improvements you wish to make before anything happens.
To fill in the OCC, we need to watch the process and write down the task steps, at the same time we note the condition the machine or process is in i.e. idle or Auto – CNC (running), remember to add in the time the step takes and if the operator has to travel, along with a rough estimation on the distance.
Now complete the OCC.
It should look something like this….
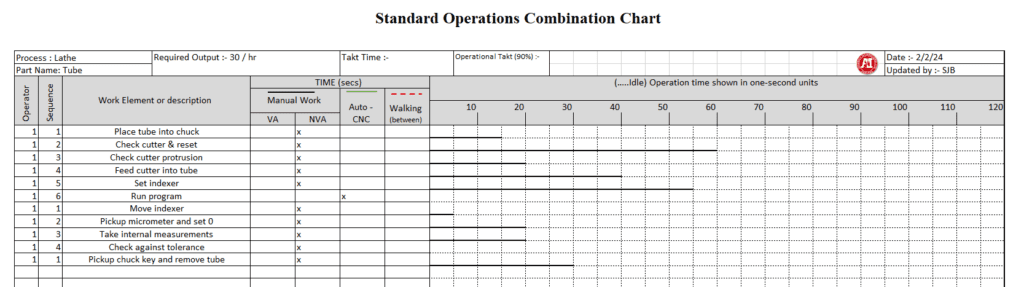
The next part is similar to the VSM process, we now review the OCC and design the future state by identifying opportunities to improve each step (using the hierarchy of control and Lean knowledge), work out the current ratio of idle time vs machine running time (this benchmarks the changes later when you work out the new ratio) and start to move tasks from internal to external, this is where ideas need to be generated if needed to help move the task if it simply can’t easily be moved.
Focus on the longer time tasks to move first as a priority, before moving to the shorter ones.
Now recalculate the ratio, this should give you a good understanding to the benefits in setup time reduction that can be made. Go ahead and implement the changes and test to see the effect it has on the process, once everyone is happy, do a time study to establish the baseline cycle time, compare that to what you thought it should be. If operators aren’t happy you will need to address their concerns and challenge them for the ideas (again buy-in) to help improve the process.
This may have to be done over and over, as the process might need to settle for anything obvious to show itself or for the operators to find the further issues that need to be addressed. But the goal is to get it into the single digit for changeover.
For us after a few cycles the lead time came down to 45-60 mins so there’s work to be done, but at the same time we had the idea to reduce the tooling used in the program to the minimum that could be used to complete the task (a special tool was designed to replace 2 tools), which allowed us to permanently leave the tools on the turret, this meant while the setup time remained the same the occurrence would only happen if a tool broke or needed replacing from maintenance.
Final Thoughts on SMED
SMED is one of those methods that rewards effort with tangible, measurable results. The principle is straightforward: separate what must happen while the machine is stopped from what can happen while it is running, then systematically shrink the stopped time. Shigeo Shingo’s original research demonstrated that dramatic reductions are possible with structured thinking, and the story here reflects exactly that — a 2.5-hour changeover reduced to under an hour, with further gains still on the table.
The real lesson from going through this process, as with most lean methods, is that the improvement does not live in a single event. It lives in the habit of watching, questioning, and refining. Talking to operators, getting their buy-in, and building the culture of continuous review is what keeps the gains from slipping back. The OCC is the tool, but that mindset is the method.
If you are just starting out with SMED, do not be put off by the gap between where you are and the single-digit target. Start with the longest internal step, move it external, and measure the difference. That first win is often enough to bring the rest of the team along for the next one.
Internal – Lean
Check out more Lean Manufacturing topics:
- What is Flow Production? Complete Implementation Guide 2025
- Learn what flow production is and how to implement it in manufacturing. Includes step-by-step process, real-world examples, and proven tools to increase output.
- How to create a Value Stream map
- Companies strive to reduce costs, create space and continuously imp, one way to help make this happen is by creating a Value Stream Map.
- How to…use the Theory of Constraints (TOC): Streamlining Production
- Unlock efficiency with Theory of Constraints! Learn to identify bottlenecks, optimize processes, and boost productivity for success.
- Success Story: Transforming Workflows with Continuous Improvement
- Explore a real-life success story of implementing continuous improvement activities. How the involvement of operators led to significant changes.
- How to..Conduct 3S
- Master 3S methodology (Sort, Set, Shine) with this complete lean manufacturing guide. Learn implementation steps, workplace organization, and 3S vs 5S differences from 22 years experience.



What are your thoughts? Have I covered everything or is there more you know and would like to share?
I’m always learning and improving this site and my blogs, so please feel free to get in touch with me via LinkedIn or this site to discuss any topics I have covered.
If you’re having trouble finding ways to progress check out these sites filled with free learning tools:


Discover more from The Chartered Engineer
Subscribe to get the latest posts sent to your email.
