How I Implement Continuous Improvement in Manufacturing — A 6-Step Practitioner Guide

People are usually eager to give and implement improvements ideas if they don’t threaten job security. – Creating continuous flow
Continuous Improvement (CI) in manufacturing is the structured, ongoing practice of identifying and eliminating waste, reducing variation, and incrementally raising process performance — engaging operators as active contributors rather than passive participants.
Starting a CI programme from scratch is one of the most rewarding challenges a manufacturing engineer can take on. It is also one of the most mishandled. Most failures are not technical — they are cultural. Engineers arrive armed with Lean tools and Six Sigma methodologies and immediately try to map the entire value stream, run a kaizen event, and implement a pull system before they have had a single meaningful conversation with the people who run the process every day.
I have been in that position. When I joined a mid-sized precision manufacturer with no CI function, no standard work documentation, and no culture of structured improvement, I had to build it from the ground up. What follows is the approach that worked — built from 22 years of shop floor experience and grounded in the principles of several practitioners I have learned from along the way.
What Is Continuous Improvement in a Manufacturing Context?
Continuous Improvement, often abbreviated to CI, draws from the Japanese concept of Kaizen — meaning ‘change for the better.’ In a manufacturing environment it typically encompasses Lean methodology, elements of Six Sigma, and Total Productive Maintenance (TPM). The common thread is the systematic reduction of waste (muda), variation, and overburden (muri).
The key distinction between CI and a one-off improvement project is its continuous nature. It is not a single kaizen event or a restructuring exercise — it is a management system that creates a self-reinforcing cycle of observation, measurement, action, and review.
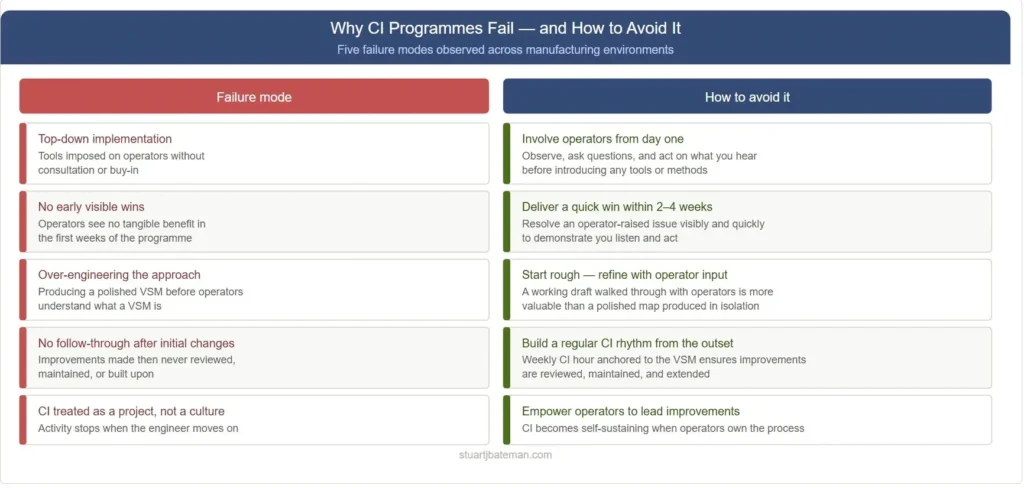
Why CI Programmes Fail — and How to Avoid It
Before addressing implementation, it is worth understanding the most common failure modes.
Operators are generally willing to engage with improvement ideas — provided those ideas do not threaten job security. This is not cynicism; it is a rational response to experience. In many manufacturing environments, previous ‘efficiency drives’ were followed by redundancies. If you arrive as the engineer who is going to ‘fix’ their processes without first building trust, you will meet a wall of polite compliance and zero genuine engagement.
Step-by-Step: How to Implement CI in a New Manufacturing Environment
The following sequence is what I apply when entering a manufacturing environment with no established CI culture. It is deliberately staged — each step builds the credibility and operator trust required for the next.
Step 1 — Spend Time on the Shop Floor Before Doing Anything Else
Before drawing a single VSM, before running a single meeting: observe. Walk the floor. Stand at workstations. Watch the process run.
The questions I ask operators at this stage are specific:
- Why is the process done this way?
- Has it been done differently before? What changed?
- What is the most frustrating part of this job?
- Where do you lose time that nobody seems to notice?
| From the Shop Floor |
| During time studies at two different manufacturers — a stairlift manufacturer and a precision sub-contractor — I repeatedly found operators performing steps that did not appear in the official work instructions. When I asked why, the answers fell into a consistent pattern: the SOP had been written by someone who had never physically run the process, or a change had been made upstream and the documentation had never caught up. Occasionally the root cause was a tooling issue or a problem inherited from a previous operation — and operators had simply found a workaround to keep production moving. |
| The lesson I took from this is straightforward: operators are paid to make parts, so they will find a way to make parts. That instinct is an asset — but when workarounds become the undocumented standard, engineers lose visibility of the real process. You will never find that gap in a drawing or a work instruction. You will only find it by standing next to someone and watching. |
This stage typically takes two to four weeks in a department of twenty or more operators. Do not rush it.
Step 2 — Begin the Value Stream Map With Operator Input
Your first Value Stream Map (VSM) is not a polished deliverable — it is a working document and a conversation tool. Create a draft based on your observations, then walk it through with operators section by section.
Operators will immediately spot errors. That is the point. The process of correcting the map together establishes that their knowledge is valued and that you are here to understand, not to impose.
| From the Shop Floor |
| One of the first things I produced when joining a precision defence manufacturer was a VSM of the entire operation — from raw material to shipping. When I pinned it up, the reaction in the room was immediate. Operators, supervisors, and managers alike were visibly taken aback by the scale of it. Not because the process was more complex than they had imagined, but because nobody had ever seen it all in one place before. |
| What made it land was the detail. I had mapped every spreadsheet, every informal system, every handoff between departments that people had quietly built to make their corner of the process work. The result was a dense web of lines that was genuinely difficult to read — and that was the point. It reflected reality. |
| The most important thing that VSM did was give people context. Operators rarely see beyond their own workstation. Managers rarely see below their own function. Putting the whole picture on one sheet — however messy — gave everyone a shared reference point, and that is what unlocked buy-in. From that moment, improvement conversations had a map to anchor them. |
Step 3 — Identify and Deliver a Quick Win
This is the most critical step in the entire process. A quick win is not just about solving a problem — it is about demonstrating that you listen and that your involvement produces tangible benefit for the people doing the work.
Select an issue that meets these criteria:
- Operators have raised it — it is their problem, not one you identified independently
- It can be resolved or measurably improved within two to four weeks
- It does not require significant capital expenditure or senior management sign-off
- The outcome is visible and attributable
| From the Shop Floor |
| One of the quickest and most visible changes I made on an assembly line was also one of the cheapest. The storage area was a mix of whatever containers had accumulated over the years — different sizes, different colours, no consistent labelling, no system. Operators knew roughly where things were. Nobody else did. |
| I bought three sizes of standard container bins in three colours — yellow, blue, and red — and assigned each a clear, single-line label. Yellow: Kanban stock, to be returned to trigger replenishment. Blue: in-house stock, monitored by the inventory team. Red: vendor-managed, replenished directly by the supplier at a designated location. |
| That was it. No posters. No training course. No project plan. |
| Within a day of implementation, behaviour changed without instruction. Operators returned yellows automatically. The inventory team could see their stock at a glance. Vendors managed their own replenishment without chasing. The visual signal did the communication that no amount of procedure writing had managed before. |
| The outcomes were tangible: stock holding reduced, floor space was recovered, and the time operators had previously spent searching for or querying stock effectively disappeared. It also gave the inventory and procurement teams a system they could actually maintain — because it required almost no effort to sustain. |
The principle here draws from John Kotter’s work on organisational change — specifically the importance of generating short-term wins early to build momentum and demonstrate credibility to sceptics. (Kotter, J.P., Leading Change, Harvard Business Review Press, 1996.)
Step 4 — Introduce CI Education in Small, Practical Doses
Formal Lean training delivered in a conference room to operators who have never engaged with CI will not stick. Education works best when it is contextual — introduced at the point where it is immediately applicable.
Paul Akers’ 2 Second Lean (FastCap Press, 2014) captures this well: the goal is to help operators remove two seconds of waste from a task, every day. The cumulative effect is transformational; the individual ask is manageable.
I structure this education around the operator’s own observations. If an operator mentions that they spend ten minutes at the start of each shift locating tooling, that is the opening: ‘That is the waste we call searching — here is how we address it.’ Jeffrey Liker’s The Toyota Way (McGraw-Hill, 2004) frames this precisely — treat operators as the primary source of process knowledge, and position the engineer as an enabler, not an expert imposing solutions.
Step 5 — Establish a Regular CI Rhythm
Once trust is established and a first quick win has been delivered, formalise the CI activity into a routine:
- Weekly CI hour initially — a standing slot where the team reviews the VSM, discusses active improvements, and identifies new opportunities
- Monthly review once the routine is embedded — at this stage operators are often driving the agenda themselves
The VSM is the anchor for every review. Womack, Jones, and Shook converge on the same principle: the VSM is not a one-time document — it is a living benchmark. (Seeing the Whole Value Stream, Lean Enterprise Institute, 2003.)
Step 6 — Introduce Systemic Changes Incrementally
Only once the team is engaged, educated, and participating actively should you introduce broader systemic changes: pull systems, visual management boards, Kanban, flow optimisation, standard work documentation.
| From the Shop Floor |
| Layout changes are perhaps the most visible systemic intervention a manufacturing engineer can make — and the most likely to fail if attempted too early. I have facilitated several: assembly line reconfigurations, machine shop reorganisations, and the implementation of a new production line from scratch. |
| On paper, the logic is straightforward. You analyse the flow, minimise travel distance, group related operations, and place X next to Y. But the shop floor is not a spreadsheet. What the drawing does not tell you is that X cannot be next to Y because of a noise issue, a tooling conflict, or a workflow dependency that only surfaces when you ask the right person the right question. It does not tell you that the space around a particular machine needs to be larger than the footprint suggests because of how the operator physically works through a cycle. |
| That knowledge only exists in the heads of the people running the process. And they will only share it with you if you have spent the previous months demonstrating that you listen, act on what you hear, and are genuinely trying to make their working environment better — not just hit a project milestone. |
| You can design the perfect layout without that groundwork. You just cannot implement it successfully. |
Key Principles Underpinning This Approach
The method above is not original — it is built on the shoulders of practitioners whose thinking I have applied and refined over two decades:
- John Kotter — the importance of short-term wins and building a guiding coalition (Leading Change, Harvard Business Review Press, 1996)
- Paul Akers — the power of small, daily, operator-driven improvements (2 Second Lean, FastCap Press, 2014)
- Jeffrey Liker — developing operators as change agents rather than recipients of change (The Toyota Way, McGraw-Hill, 2004)
- Womack, Jones & Shook — VSM as a guiding instrument for improvement (Seeing the Whole Value Stream, Lean Enterprise Institute, 2003)
- Stephen Covey — Habit 2 (begin with the end in mind: the VSM future state) and Habit 3 (put first things first: quick wins before systemic change) (The 7 Habits of Highly Effective People, Simon & Schuster, 1989)
A Career Perspective: What I Would Tell a Young Engineer
The most common mistake I see early-career engineers make when trying to drive improvement is that they start with the tools instead of the people.
If you have just joined a company with no formal authority, no budget, and no CI programme to inherit, there is only one place to start: the shop floor. Not occasionally — daily. For weeks, and sometimes months.
Do the job alongside the operators if you can. At minimum, be present enough that your face becomes familiar and your intentions become clear. People will not open up to someone they see once a fortnight clutching a clipboard. They will open up to someone who has stood next to them long enough to understand what their day actually feels like.
Once that trust exists, the conversation changes. You stop being the engineer who has come to fix their process and start being the person who understands their problems and might be able to help. That distinction sounds subtle. In practice it is the difference between a CI programme that takes root and one that quietly dies after the first kaizen event.
Understand first. Then talk about what you can do to help.
Frequently Asked Questions
What is the first step in implementing Continuous Improvement?
The first step is observation — spending structured time on the shop floor understanding how processes actually run, rather than how they are documented. This builds operator trust and surfaces the real pain points before any tools are applied.
How long does it take to establish a CI culture in manufacturing?
There is no fixed timeline. In my experience, meaningful cultural change — where operators are proactively raising and leading improvements — typically takes six to eighteen months from a standing start, depending on team size and the degree of resistance at the outset.
Do you need a dedicated CI team to implement Continuous Improvement?
No. Many of the most effective CI implementations I have seen were led by a single manufacturing or production engineer working as part of a wider team. The method matters more than the headcount. What is non-negotiable is consistent time investment and genuine operator engagement.
What is the difference between Lean and Continuous Improvement?
Lean is a methodology — a structured set of tools and principles (5S, VSM, Kanban, Takt time, standard work) primarily derived from the Toyota Production System. Continuous Improvement is the broader cultural practice of ongoing, incremental refinement. Lean tools are commonly used within a CI framework, but CI does not require Lean specifically.
What is a Value Stream Map and why does it matter for CI?
A Value Stream Map (VSM) is a visual diagram of all steps in a process — from raw material or customer order to finished product or service delivery — showing both material flow and information flow. In CI, it serves as a baseline benchmark: you map the current state, identify waste and bottlenecks, then design a future state to work towards. It is the CI programme’s navigational chart.
Author Bio
Stuart Bateman is a Chartered Engineer with 22 years of experience across project, manufacturing, and production engineering. He writes about engineering tools, career development, and practical manufacturing techniques for engineers at every stage of their career.
Internal – Lean
Check out more Lean Manufacturing topics:
- What is Flow Production? Complete Implementation Guide 2025
- Learn what flow production is and how to implement it in manufacturing. Includes step-by-step process, real-world examples, and proven tools to increase output.
- How to create a Value Stream map
- Companies strive to reduce costs, create space and continuously imp, one way to help make this happen is by creating a Value Stream Map.
- How to…use the Theory of Constraints (TOC): Streamlining Production
- Unlock efficiency with Theory of Constraints! Learn to identify bottlenecks, optimize processes, and boost productivity for success.
- Success Story: Transforming Workflows with Continuous Improvement
- Explore a real-life success story of implementing continuous improvement activities. How the involvement of operators led to significant changes.
- How to..Conduct 3S
- Master 3S methodology (Sort, Set, Shine) with this complete lean manufacturing guide. Learn implementation steps, workplace organization, and 3S vs 5S differences from 22 years experience.



What are your thoughts? Have I covered everything or is there more you know and would like to share?
I’m always learning and improving this site and my blogs, so please feel free to get in touch with me via LinkedIn or this site to discuss any topics I have covered.
If you’re having trouble finding ways to progress check out these sites filled with free learning tools:


Discover more from The Chartered Engineer
Subscribe to get the latest posts sent to your email.
